|
|
|
 |
 |
 |
 |
 |
| 熔炼钛的电子束炉 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
我们所提供的BMO系列多功能万用炉可用于生产重达20吨的钛锭和钛坯。插图序号1为KV系列炉的外形图、配套设备、和炉子的主要性能。序号2-5分别为电子束炉、熔炼室、真空系统的外形图以及熔炼过程图。序号6-9 分别为控管系统原件、中央控制台、视频监控系统,和自动拉锭装置工作图。 电子束炉供货合同中含有以下内容
用于生产钛和钛合金的KV系列电子束冷床熔炼炉具有以下特点:
BMO系列电子束冷床熔炼炉的运行只需接通电和水两种工业能源。
BMO系列用于生产钛和钛合金的电子束冷床熔炼炉其主要部件都包含在电子束冷床熔炼炉的基本组套设备内:
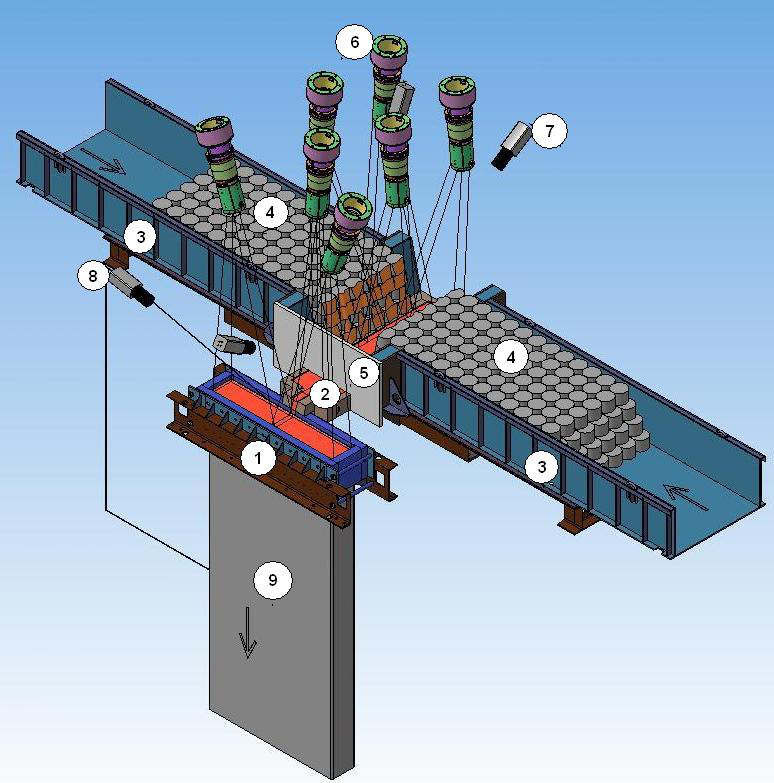
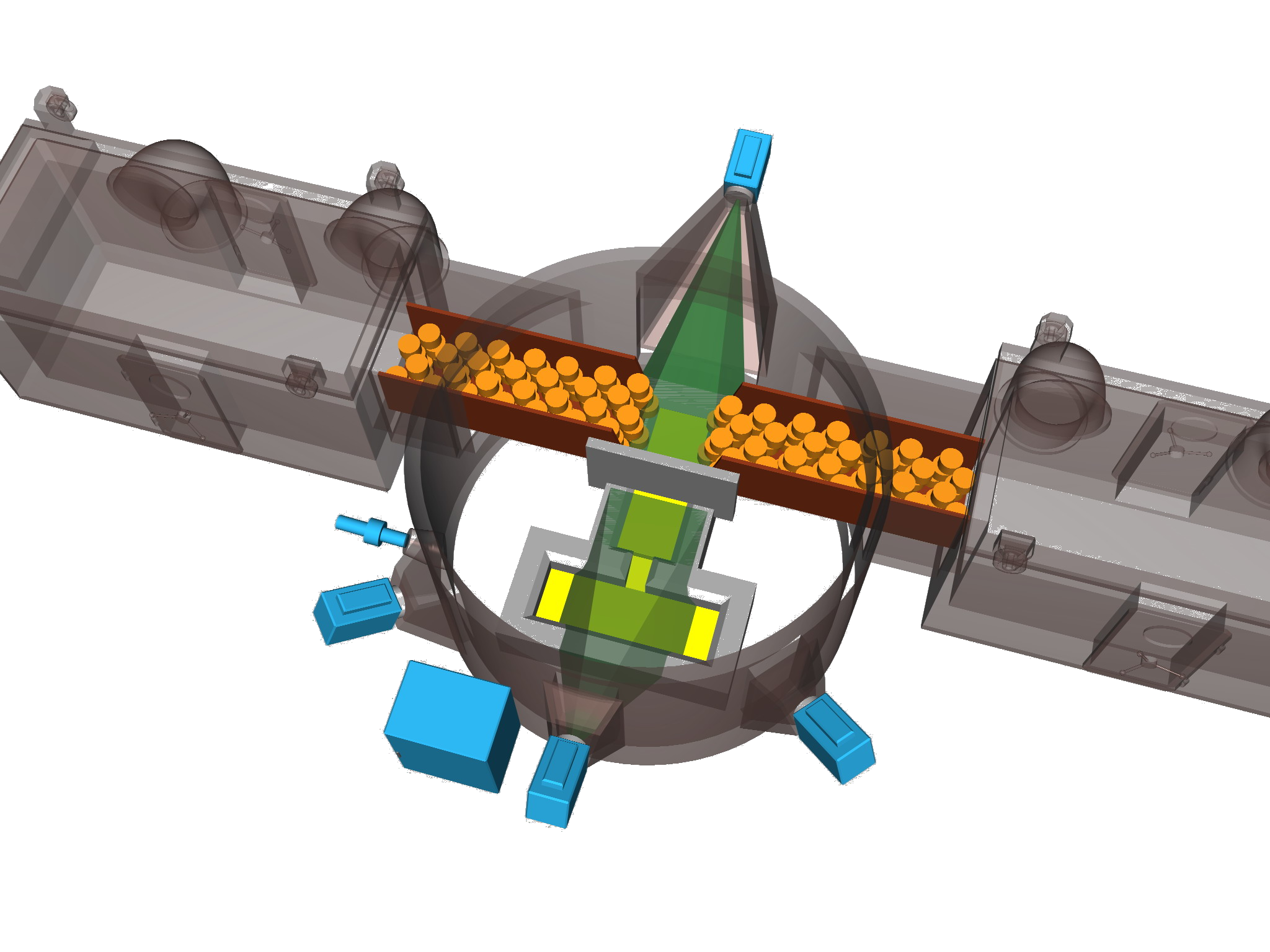
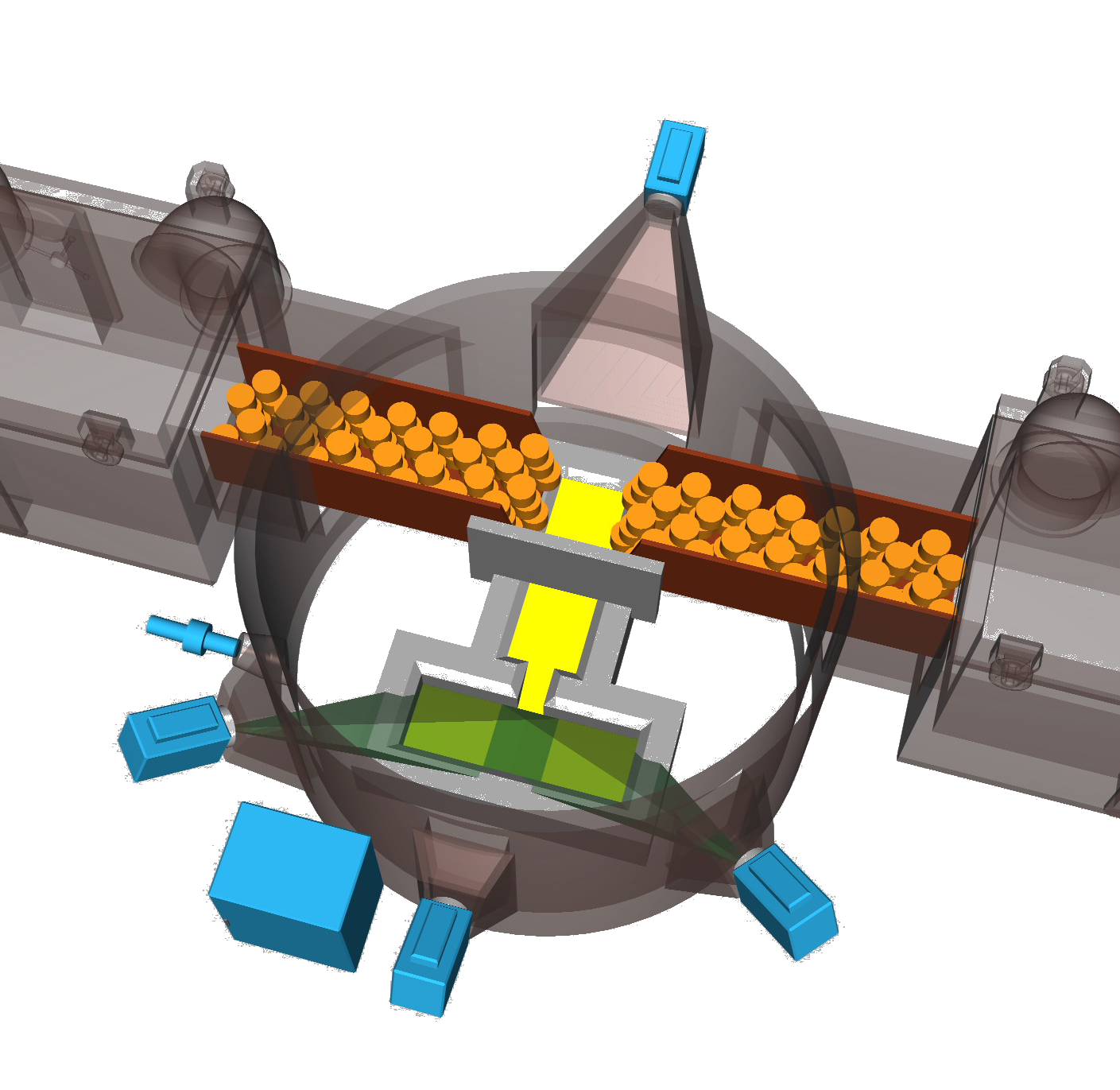
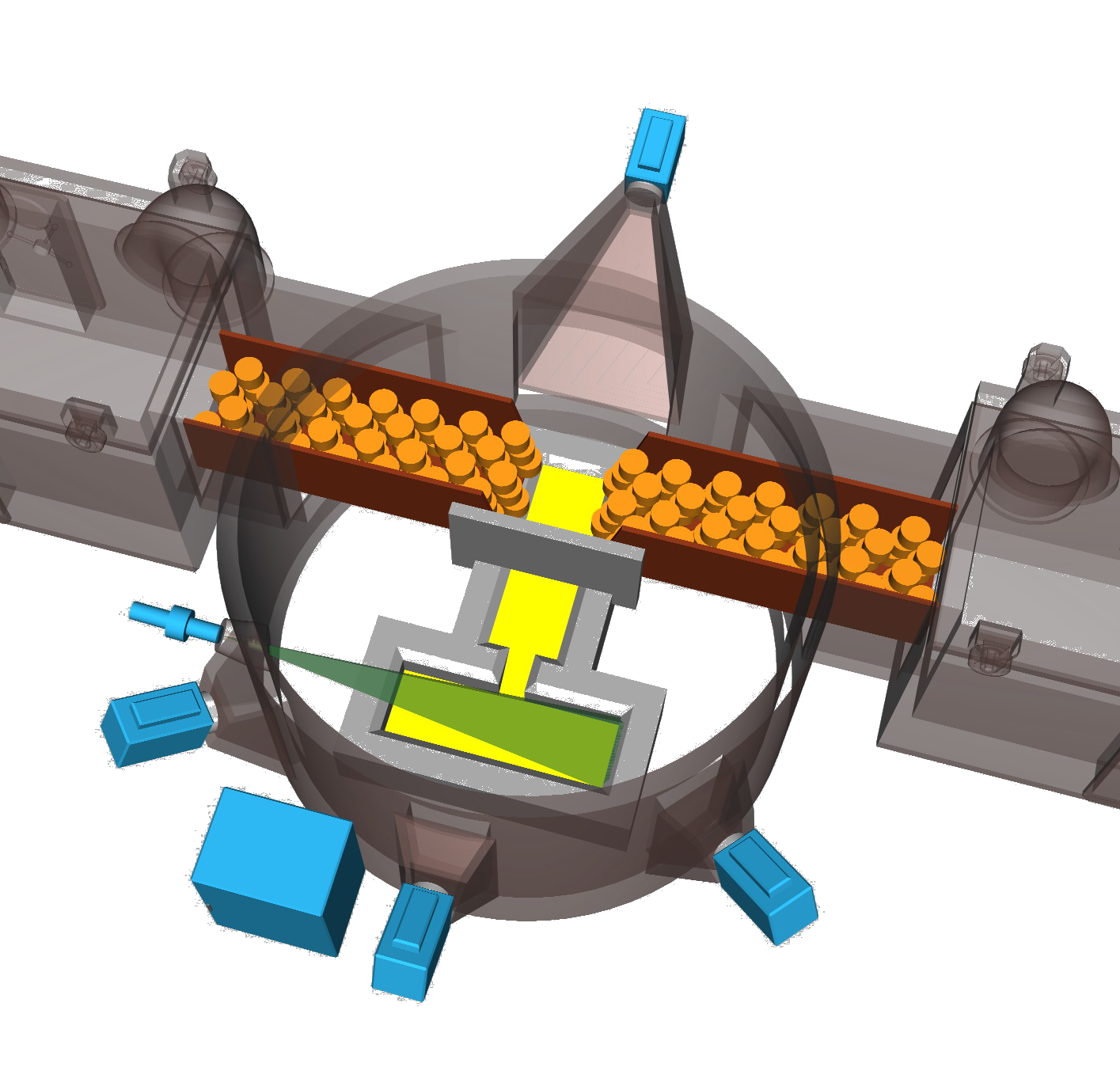
KV系列电子束冷床熔炼炉熔炼过程图解:
从两侧将不熔集装箱(3)内的炉料(4)送入熔炼室中的熔融位置,在真空环境中通过气体放电枪(6)放射出的电子束熔化炉料。控制电子束的移动,可以在铸锭端、冷床(2)、倾倒槽和结晶器(1)中调节熔炼炉料的工艺状态,并避免烧坏工艺设备。挡板(5)可防止熔化了的金属液体飞溅到结晶器内。监控摄像头(7)将信号实时传送到主控制台的显示屏,并由程序化技术综合控制系统进行自动分析处理。通过来自摄像头(8)的金属槽水平液位信号自动控制铸坯的下拉装置(9)。 KV系列电子束冷床熔炼炉的结构特点:
借助于"FOTON"程序化技术综合控制系统对熔炼炉的工艺流程和所有系统工作进行操控。该控制系统以位于熔炼炉部件和机械装置旁边的远程可编程逻辑控制器为基础,按照SCADA(Supervisory Control And Data Acquisition - 远程监控和数据采集)系统原理建立。 熔炼炉装置的控管工作,既可以通过主控制台进行远程集中控制,也可以通过位于控制目标附近的本地控制盘进行本地控制。
程序化技术综合控制系统在3层维护平台上的控制组件位置 KV系列电子束冷床熔炼炉控制系统的一个重要特点是视频监控系统,它由安装在熔炼室上的5个摄像头组成。该系统用于对整个熔炼工艺过程(从坯料的熔化端熔融到结晶器金属槽中的熔体状态,包括熔体液位水平),同时可进行可视控制和参数控制。
视频监控数据实时显示到主控制台的5台显示屏上,使操作人员可对熔炼过程进行有效管理。电子枪控制系统主机远程仪表盘 KV系列电子束冷床熔炼炉的主控制台 在铸坯下拉装置控制子系统中,设置了控制结晶器金属槽液位的新结构。液位视屏控制摄像头的信号通过视频处理器传送到中央电脑,中央电脑又通过设备控制柜来设定需要的铸坯下拉装置工作状态。 结晶器金属槽内液位的自动控制系统 [ 返回 "电子束炉" ]
|




|
+7 (495) 988 01 96
|
|
|
联系地址: 142784,莫斯科区,莫斯科村 ,
鲁缅切沃商业园(Rumyantsevo),2号楼,355号办公室,G房间
邮政编码: 119571,莫斯科,4号信箱 电话/传真: +7 (495) 988 01 96, +7 (495) 776 08 87 E-mail: kv-titan@mail.ru, info@kvtitan.com |
|